13792138552

13792138552


国内低压配电柜生产企业规模偏小、数量过多,90%以上企业处于中、低档次产品的重复生产。在今后一段时间内低压配电柜产品的结构需要进一步的调整。工艺落后、体积大、能耗高又污染环境的产品将被淘汰。目前来看,第一代产品已经面临被淘汰的命运,低压成套配电柜生产厂家第二代产品沦为低档产品,第三代产品将逐步成为中档产品,而第四代产品成为真正意义上的高档产品。这得益于不少民族品牌开始增强忧患意识,在克服原材料及人工成本增加、融资困难的情况下,不断降低产品管理成本,加大设备技术升级改造,加强成本管理和费用控制,安装低压成套配电柜强调产品的研发设计,以智能化、电子化、组合化、模块化为主要方向的第四代产品已经被提上日程。

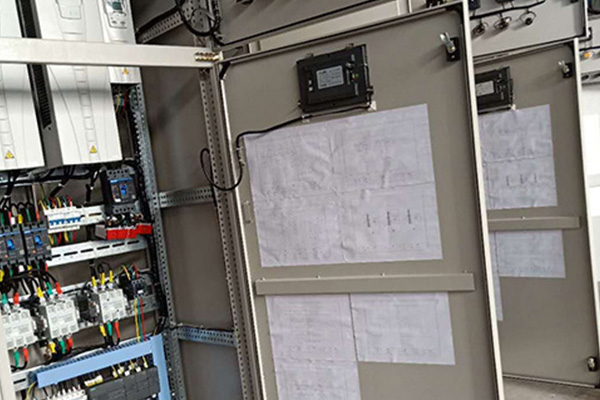
平找正后,应盘面一致,排列整齐,柜与柜之间与柜体与侧挡板均应用螺栓拧紧,柜之间接缝处的缝隙应小于2mm。柜就位、找平、找正后,柜体与基础槽钢固定,柜体与柜体、柜体与侧挡板均用镀锌机螺丝连接。配电柜就位后一律采用螺栓与基础槽钢压接固定,严禁直接焊接。配电柜的接地应牢固良好,虽然柜体与槽钢进行螺栓连接的时候就已组成一个导体,但是每台柜必须与基础型槽钢再做专门接地连接,用不小于6mm2铜接地线将配电柜上的接地端子与槽钢预留的孔位连接牢固。最后再次检查配电柜前后操作、维修距离是否符合要求。要提高低压配电柜的安装质量,除了从图纸、设备选型进行事前控制外,还应在安装的整个过程中进行严格的事中控制,配电柜的安装质量才可以得到保证,系统的用电安全和可靠性才有了基本的保证。

1、应安装在干燥、通风部位,且无防碍物,方便使用。2、配电箱不宜安装过高,一般安装标高为1.8米,以便操作。3、进配电箱的电管必须用锁紧螺帽固定。4、若配电箱需开孔,孔的边缘须平滑、光洁。5、配电箱埋入墙体时应垂直、水平,边缘留5—6毫米的缝隙。6、配电箱内的接线应规则、整齐,端子螺丝必须紧固。7、各回路进线必须有足够长度,不得有接头。8、安装后标明各回路使用名称。9、安装完成后须清理配电箱内的残留物。
强配电箱的移位,一般需要加一段电缆,用镀银对接管对接,并且采用热缩材料做主绝缘,有的还需要做好防水处理。强配电箱的移位,涉及电源入户线的加长,如果入户线是6mm²,或者10mm²、16mm²、25mm²,则需要采用同规格的导线来加长。加长连接处,需要设计接线盒,并且连接操作要符合要求。6mm²的入户线导线连接,一般可以采用双向铰接,再用锡焊。也可以采用铜杆、接线耳连接方式。10mm²、16mm²、25mm²导线连接,一般可以对接管压接。压接完后,需要用2层热缩绝缘套管,最外一层最好用高压热缩管保护。强配电箱的移位线,一般采用暗装最为普遍。

目前国内plc控制箱生产厂家有上千家之多,不同的地区由于人工和租金差别较大,因此导致plc控制箱的成本不一样。比如北京、上海、广州、深圳这些大城市其人工成本和租金要高于其它地区。因此控制箱价格成本相应提高。但当地消费水平也不是绝对的,这些大城市因为靠近plc厂家生产基地,其物流运输成本也较低。因此具有较快的订单响应速度。目前plc控制箱生产厂家多竞争也大,同质化现象比较严重。因此plc控制箱生产厂家要想在竞争中取胜。需要在控制箱设备上投入较多人工和技术开发。做出更适应用户需求的控制柜。让用户使用简单易懂,同时plc控制箱的稳定性大幅提高。这与生产厂家的技术投入和软件程序开发优化是分不开的。
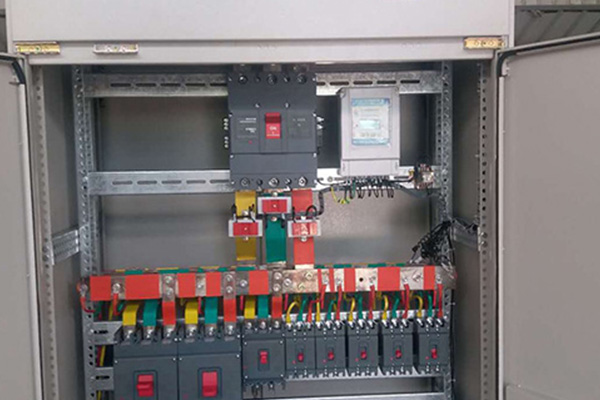
配电柜在出厂前应完成柜内二次回路接线及相关检测试验。配电柜设备到现场后,要在甲方现场工程师和监理的监督指导下及时组织验收,相关技术文件要齐全,配电柜包装及密封良好,各元件齐全完好,接线可靠。配电柜安装固定后,要逐台对配电柜的二次接线回路进行绝缘测试,测试使用500V等级绝缘测试仪表,测试结果要求大于1MΩ。所有二次回路控制线或电缆均采用多股软铜线,接线端子采用规格合适的接线端子在烫锡后使用专用压接钳压接, 烫锡时应采用中性焊剂。
泰安大川机电有限公司
联系人:于经理
手 机:13792138552
邮 箱:151250004@qq.com
网 址:www.tadcgs.com
地 址:泰安市羊流工业园
|
|
| 扫码关注我们 | 扫码进入手机站 |
![]()



